

 QQ交谈
QQ交谈国标直埋式聚氨酯热力保温管供应厂家
- 公司名称:
- 更新时间:
- 所 在 地:
- 生产地址:
- 浏览次数:
- 廊坊鑫大保温材料有限公司
- 2017-11-26 23:52:36
- 廊坊市
- 大城县大会罗工业园区
- 625
![]()
【简单介绍】
【详细说明】
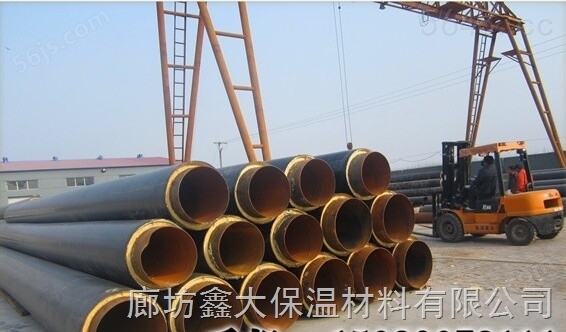
直埋式聚氨酯热力保温管供应厂家
直埋聚氨酯发泡泡沫直埋保温管有十分突出的优点: 1、聚氨酯直埋保温管保温性能好,热损失仅为传统管材的25%,*运行可节约大量能源,显著降低能源成本。
2、具有很强的防水和耐腐蚀能力,不需附设管沟,可直接埋入地下或水中,施工简便迅速,综合造价低。
3、在低温条件下也具有良好的耐腐蚀和耐冲击性,可直接埋入地下冻土。
4、使用寿命可达30-50年,正确的安装和使用可使管网维修费用极低。
5、可设置报警系统,自动检测管网渗漏故障,准确指示故障位置并自动报警。
6、使用寿命可达30-50年。管径:DN15--DN600 厚度:15--50mm 用途:集中供热管道、制冷管道、工业管道等。
7、含氧指数:≥27 密度:40--70kg/立方m 憎水率:0.03kg/立方cm 导热系数:0.022kcal/m.h.℃
直埋式聚氨酯热力保温管供应厂家
直埋保温管又称“管中管”其有“两步法”构成,是由高密度聚乙烯外保护层、聚氨酯硬质泡沫塑保温材料和钢管组成。 保温层材料为密度60kg/m3至80kg/m3的硬质聚氨酯泡沫,充分添满钢管与套管之间的间隙,并具有一定的粘接强度,使钢管、外套管及保温层三者之间形成一个牢固的整体。 聚氨酯直埋保温管泡沫具有良好的机械性能和绝热性能,通常情况下可耐高温120℃通过改性或与其它隔热材料组合可耐高温180℃,适用于各种冷、热水高低温管道的保温工程。
聚氨酯保温直埋管在国外一些发达国家已成为一项比较成熟的*技术。近十几年,我国供热工程技术人员通过消化、吸收这项*技术,正推动着国内管网敷设技术向更高的层次发展。十几年来的实践成果充分证明了聚氨酪保温直埋管敷设方式与传统的地沟及架空敷设相比,具有诸多优点。直埋式保温管是由输送介质的钢管,高密度聚乙烯外套管,以及钢管和外套管之间的硬质聚氨酯泡沫保温层紧密结合而成。
直埋保温管从里到外分三层结构
*层:工作钢管层 根据设计和客户的要求一般选用无缝管(GB8163-87)螺旋焊管(GB9711-88;SY/T5038-92)和直缝焊管(GB3092-93)。钢管表面经过*的抛丸除锈工艺处理后,钢管除锈等级可达GB8923-1988标准中的Sa2级,表面粗糙度可达GB6060.5-88标准中R=12.5微米。
第二层:聚氨酯保温层 用高压发泡机在钢管于外护层之间形成的空腔中一次性注入硬质聚氨酯泡沫塑料原液而成。即俗称的“管中管发泡工艺”。其作用一是防水,二是保温,三是支撑热网自重。当输送介质温度为:-50℃—120℃时,选用硬质聚氨基脲酸酯泡沫塑料做保温层。
第三层:高密度聚乙烯保护层 预制成一定壁厚的黑色(黄色)塑料管材,其作用一是保护聚氨酯保温层免遭机械硬物破坏,二是防腐防水。
玻璃钢保温管的工艺详细说明:
(1)准备工序
a、设备调试
首先认真检查设备运转及工作部位是否正常,特别要细心检查树脂-固化剂双组分泵是否有堵塞现象,之间配比是否达到设计要求;要确保制衬、缠绕、修整、脱模等设备的运行稳定和工作精度;
b、清理模具
要求模具表面无坑凹、粉尘、杂物及其他附着物,模具要作到表面平滑,有问题及时修理、维护;
c、缠聚酯薄膜
为方便管道脱模,在模具表面应包覆1层聚酯薄膜,薄膜搭接宽度1~2㎝,厚度为40um之间。要求薄膜无破损,无皱折,两面光滑洁净。薄膜产品质量满足GB 13950-1992的要求。
(2)制衬工序
a、内衬树脂配制
按质检部门根据当时的工作环境、温度条件作出的树脂配方体系进行内衬树脂配兑,配料量要根据制造进度合理掌握。当现场情况发生变化时,质检部门和制造部门应及时调整配方,并按新配方配制需用的树脂;
b、增强材料准备
按设计要求将制作内衬需用的增强材料运送到位置,并对一些宽幅面的增强材料先裁切加工到设计宽度;
c、内衬层制作
按设计要求的铺层步骤进行内衬层制作,各单层铺设过程中应施加合理的张力,相互之间适量搭接,并用组合压辊反复滚压赶出气泡以保证纤维*浸透。并要求各增强材料层达到设计的树脂含量要求;
d、初步自检
按设计要求铺覆完各层后,要求操作工人进行初步的质量检测:内衬是否达到设计厚度,局部是否有贫胶、挂胶现象,是否有白斑、气泡,是否有等,若发生上述情况应及时汇报并采取处理措施;
e、进入内衬远红外深度固化工序
(3)远红外深度固化
生产制造的玻璃钢管道都必须进行远红外深度固化处理,目的是:可以提高内衬层的固化度,改善管道的抗腐耐温性能;
(4)过程质量检验
在缠绕前再次确认内衬无气泡、气孔,无杂质,表面平整,树脂含量合理,无白斑和局部固化不良等现象。必须认真检查内衬是否合格,不合格的严禁上机缠绕。
(5)缠绕工序
将设计好的参数输入微机,待内衬固化后,由微机控制用无碱无捻玻璃纤维进行往复式缠绕直至缠绕层厚度。按规定厚度外敷100%树脂含量的外保护层。缠绕层的树脂含量一般为35%左右,其厚度取决于管道设计的强度和刚度的综合。
(6)红外线固化
管道进入固化养护阶段。在固化过程中应以适宜的转速保持模具滚动,使其均匀固化。固化过程中应注意监控管体温度,合理调整固化方案。
(7)修整、脱模
待管道的巴氏硬度大于30时,对管道端口进行修整。然后用液压脱模机将管道和模具分离,并在其管道中间部分按要求作标记。
(8)管道水压试验及摆放
每批管道按规定进行水压试验,注满水,均匀升压至管道设计压力的1.5倍,并保压不低于2分钟,仔细检查管道的表面和压力表。试压合格后三点支撑摆放管道。
相关产品
- 159*5国标热水保温管道 直埋聚氨酯保温管厂家
- DN500地下直埋保温管 聚氨酯泡沫保温管标准厂家
- DN200小区供热直埋式保温管 聚氨酯发泡保温管价格
- 国标供热直埋聚氨脂保温管 聚氨酯直埋保温管厂家供应
- 国标硬质直埋保温管道 聚氨酯保温管施工安装
- 国标直埋热力采暖管道保温管 直埋聚氨酯预制保温管生产技术
- 国标直埋式保温管 预制聚氨酯保温管施工
- 国标直埋式聚氨酯热力保温管性能指标
- 国标直埋式聚氨酯热力保温管供应厂家
- 1220*12直埋式聚氨酯保温管//聚氨酯直埋保温管*
- DN700国标热力直埋氰聚塑复合泡沫保温管销售厂家
- 159*4.5直埋热力钢套钢氰聚塑直埋保温管应用范围
- 热力保温公司直埋式保温管性能:
- 热力保温公司直埋保温管简介
- 热力保温直埋保温管概述
- 供应直埋管道的敷设
- 直埋式保温管性能:
- 聚氨酯直埋保温管的性能
- 直埋保温管规格
- 直埋保温管简介
- 直埋式保温管概述
- 直埋保温管概述:
- 直埋保温管直埋铺设的优势特点:
