一、(说明)
产品名称:横梁式档案密集柜
品牌:宇昭牌
型号:YZ-SM-10横梁式档案密集柜
规格:W900mm*D600mm*H2400mm(双面六层、也可根据客户需求定制)性能特点:产品为横梁式档案密集柜,可双面存储档案资料,此密集架主要适用于存放重型物品,具有存储量大,占地空间小,与传统的档案文件柜相比,在同等档案室面积的情况下,档案存储量增减了四倍以上,达到节约空间,存储量大,查找方便的效果,有效提高了工作效率和存储效率。立柱和底架采用卯榫结构,使其移动起来架体更牢固,更稳。
(二)密集架执行标准及钢制部分功能要求简介
1.生产过程中材料、工艺均采用国家标准执行, 符合相关技术规范:
1、GB/T3325-2008《金属家具通用技术条件》
2、 QB/T1951.2-1994《金属家具质量检验及质量评定》
3、GB/T13667.1—2015《钢制书架通用技术条件》
4、GB/T13667.3-2013《手动密集架技术条件》
5、中华人民共和国行业标准(档案密集架行业标准) DA/T7-92
6、GB/T11253-2007《碳素结构钢冷轧薄钢板和钢带》
7、GB/T13237-1991《优质碳素结构钢冷轧薄钢板和钢带》
8、GB/T710-1991《 优质碳素结构钢热轧薄钢板和钢带》
9、GB/T711-2008《优质碳素结构钢热轧厚钢板和钢带》
10、GB/T708-2006《冷轧钢板和钢带的尺寸、外型、重量及允许公差》
11、GB/T14977-2008《热轧钢板表面质量的一般要求》
12、GB/T709-2006《热轧钢板和钢带的尺寸、外型、重量及允许公差》
13、GB/T6807-2001《钢铁工业涂漆前磷化处理技术条件》
14、GB/T1720-1979(1989)《漆膜附着力测定法》
15、GB/T1732-1993 《漆膜耐冲击测定法》
16、GB/T1804-2000《一般公差的线性和角度和尺寸的公差》
17、GB/T1800.3-1998《标准公差和基本偏差数值表》
18、GB/T8162-2008《结构用无缝管》
19、GB/T 4357-1989《碳素弹簧钢丝》
20、GB/T 13667.4-2013《电动密集密集架技术条件》
21、GB 19517-2004 《国家电器设备安全技术规范》
22、GB/T308-2002《滚动轴承、钢球》
23、GB/T9439-2010《灰铸铁件》
(三)架体部分技术要求
1、密集架系列产品各项指标均符合GB/T13667.4-2013《手动密集架技术条件》,和DA/T7-1992《直列式档案密集架》的行业要求,所用钢板均属上海宝钢生产的优质钢板。 符合GB/T11253-2007《碳素结构钢冷轧薄钢板和钢带》技术条件;产品表面处理及质量符合GB/T 6807-2001《钢铁工件涂前磷化处理技术条件》。
2、工艺流程、规格、技术参数、质量要求如下:
1、产品成型,其生产顺序如下:
1.1数控剪板机裁剪下料;
1.2数控冲床钢模冲孔、切边、倒角、落料成型;
1.3数控液压折弯机对拼装料折弯成型;
1.4点焊、氧焊、电焊拼装焊接完后初品成型;
1.5产品喷塑前严格进行酸洗、磷化、脱水等数道工序防腐蚀处理;
1.6热固性粉末高压静电喷涂,200℃高温固化;
1.7成品检验,包装入库;
1.8产品出库、运输、安装调试、验收。
3、密集架主要由导轨、底盘、传动机构和架体(包括立柱、挂板、搁板、顶板、门板及侧护板)等零(部)件组成。架顶设有防尘装置,列与列之间装有20mm厚特种抗老化橡塑磁性密封条,形成两列间的全封闭,门面列和中间移动列分别装有锁具和制动装置,每组密集架闭合后可用总锁锁住,形成一个封闭的整体,各列移开后可单独制动,确保人员安全,
底部设有防鼠、防倾倒装置,因而整个架体具有良好的防尘、防鼠、防潮、防火、防盗和保密功能。
(1)底架为分段组合式,整体焊接而成,运行平稳且加工精度高,具有对接互换性,便于运输和安装,并设有防倾倒装置,防止架体倾倒。用材厚度为3.0mm冷轧钢板,压制成槽型,高度≥120mm,并双弯边加强,弯边大于50mm,架体长期荷重存放资料不变形,底盘与立柱连接采用M8*20螺栓,底架装配后的直线平行度不大于0.5mm/m,全长不大于2mm。
(2) 路轨:轨芯采用25*25mm实心方钢,路轨两顶端设有限位装置,防止底
盘脱轨,路轨保护板采用3.0mm冷轧钢板,轨盒宽115mm,单折边镀锌处理,背面焊接,使之在承重2000kg时不变型。轨道和轨道盒用膨胀螺丝固定在地面上。按规定铺设轨道,轨道的平行偏差≤1mm,轨道之间任何位置的水平偏差≤0.5mm。
(3)立柱:采用符合国家标准的1.5mm 优质冷轧钢板,规格为立柱为冲蝴蝶型孔。采用整体板材不得焊接并采用高标准一次成型工艺,增大其支撑架体承载能力。两面均布冲裁可上、下调节的挂孔,经四次折弯成形,结构坚固合理、美观大方不变形。
(4)搁板:搁板采用≥1.0mm 冷轧板经双面三次折弯翻边成形,搁板厚度≥25mm, 搁板正面压2根筋,筋宽度为 7.24mm(+/-0.3),深 2.3mm(+/-0.3),搁板两侧面各压一条副筋,筋宽度为 7.24mm(+/-0.3),深 2.3mm(+/-0.3),结构坚固合理,使用方便,每层标准承重≥80kg。
(5)横梁:横梁采用≥2.0mm 冷轧钢板,两端挂钩采用模具冲裁打弯而成,横梁拉伸翻边模成形两个台阶加强,下端直角折弯,并冲有L槽,使搁板嵌置于弯边L肩上,组装后平整、牢固、无噪声、层间距按需要沿立柱调节孔可自由调整。
(6)侧板:采用≥1.2mm优质冷轧钢板;拉伸筋宽度为 6.0mm(±0.2),深2.2mm(±0.2),中腰板为400mm*550mm,中间冲菱形塔包其间距为35mm*35mm,每个菱形塔包顶部尺寸为8mm*5.12mm,底部外型尺寸为25mm*16mm,菱形塔包高度为3mm。
(7)锁具:锁芯直径:31.5mm;钥匙横向承重能力:以钥匙吊孔至锁芯距离为准, 承重能力达8kg;使用密集架时,将钥匙纵向插入锁芯顺时针旋转 180°至横向时,开启总锁。此时总锁钥匙是无法拔出的。只有把钥匙复位将总锁关闭时,方能拔出钥匙。该功能可以有效防止在日常管理中,工作人员因无法准确判别总锁是否处于开启或关闭状态,而造成的一系列后续问题;锁具与侧板为整套,不可拆分。
(8)标签槽:侧板正面安装工程PP材质磁性标签框,标签框规格约为110mm*200mm,外层为可拉亚克力玻璃,坚固耐用,标签卡可以根据使用需要随时更换文字、图案。因为是依靠磁力吸附,所以其位置可以随意变动,方便快捷,美观大方。标签框背面必须是圆扣嵌入式磁铁,铷铁硼磁,磁不会消磁。
3、技术标准
(1)每标准节组装后,外形尺寸的极限偏差为±2mm,立柱与导轨的垂直度不大于2mm。侧面板和中腰带的对缝处的间隙不大于2mm,门缝间隙均匀并在1~2mm之间。
(2)传动机构应转动灵活、平稳、不得有失灵现象。
(3)导轨安装平行度偏差不大于1mm/m,全长不大于2mm,导轨对接处高低差不大于0.3mm。
(4)底梁必须平直,直线度不大于0.5mm/m,全长不大于2mm。
(5)架体安装垂直度偏差小于2mm,达到横平竖直。
(6)各零件、组合件表面光滑、平整,不得有尖角、突起。
(7)所有焊接件焊接牢固,焊痕打磨光滑平整。
(8)喷塑表面色泽一致,塑面均匀光滑,无划伤。
(9)产品各零件、组合件之间应能具有互换性。
(10)搁板上均匀载重400N,放置24h挠度小于4mm,卸载后2h搁板不得有裂缝,残余变形量不大于0. 3mm。
(11)每标准节在全负载的情况下,各结构件和架体没有明显变形,架体不应产生倾斜现象。
(12)在全负载的情况下,各列密集架应运动自如,不得有阻滞现象,单列密集架运行,手柄摇力不大于10N。
3、工艺特点
(1)制定严格的产品企业标准,并有完善的质量检验制度和控制手段。有高精度的剪板机、折弯机、各种机械加工设备及全自动高压静电喷塑设备,工艺装备齐全。
(2)所有钣金件、机加工件加工后均打磨毛刺,无裂痕及伤痕。
(3)所有焊接件均焊接牢固,外表光滑平整。
(4)每标准节组装后,质量符合技术标准要求。
(5)产品的全部钣金件均经过严格的酸洗、除锈、磷化等十三道工序处理,选用进口大型流水线自动前处理喷涂设备。表面喷涂粉末材料采用具有环保性质的阿克苏诺贝尔长诚涂料有限公司生产的高强度树脂粉末。其相关技术性能符合GB-T13667. 16.3档案管理要求。喷涂。经此表面处理的零件耐环境腐蚀性强、涂层牢固、美观大方。表面处理工艺过程如下:预处理一60℃-80℃热脱脂一冷水清洗一除锈一冷水清洗一中和一冷水清洗一表调一60℃-70℃热磷化一冷水清洗一65℃-80℃热钝化一静电喷粉一180℃固化。漆膜附着力达到GB1720中的二级指标。塑膜厚度为60-TOp m,塑层防锈能力20年以上。
(6)所有标准件及紧固件均经氧化或镀锌处理。
4、材料选用,(1)金属钢板
产品均选用冷轧钢板,部分部件厚度如下|:详见材料规格一览表。
(2)传动机构
①传动轴:采用φ20mm, 45#冷拉实心圆钢。
②轴承:采用HR204E级双排珠心。
③链条:采用Φ8.5节距,12.7FR420.摩托车链条。
④滚轮为内D型铁铸造,经加工成型。
⑤连接钢管:采用Φ20实心45#圆钢,表面镀锌防腐处理。
5、载重性能要求
5.1搁板载重:单面搁板压筋上均匀载重40kg,双面为80kg,挠度为3mm,24h卸载后,无裂纹、不变形。
5.2全负载载重:每标准节在全负载(每块单面搁板均匀载重40kg)的情况下,架体、立柱无有明显变形,架体不产生倾倒现象。
载重运行:在全负载的情况下,各列密集架在手动操纵下,都运行自如,
5.3无阻滞现象。每标准节手动摇力不小于11.8N(每列密集架的手柄摇力为:11.8N*标准节数)。
5.4载重稳定性:在受全部载荷二十分之一外力(沿X、Y轴两个方向的水平外力)的作用反复100次后,取消外力,架体所产生的倾斜不大于总高的百分之一。支架、立柱无明显变形
6、安装要求
6.1各部安装应牢固可靠,没有松动现象,各结构件和架体无明显变形,架体无倾斜现象。每标准节组合后外型尺寸(长、宽、高)的极限偏差为正负2mm。
6.2标准架组装后,侧面板与中腰带的对缝处的间隙不大于2mm。
6.3门缝间隙在安装保障的前提下,均匀一致在1-2mm之间。
6.4导轨安装后,单根导轨的直线度不大于1.0mm/m。5m中不大于2.0mm。两根导轨水平高度偏差不大于1.0mm/m。两根导轨宽度之间的平行度偏差不大于2.0mm/m,全长不大于2.0mm,导轨对接处高低差不大于0.3mm,架体移动时与轨道保持90度。
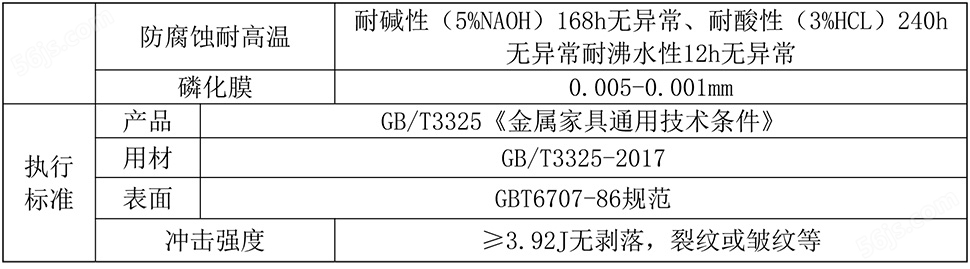
四、横梁式档案密集柜主要用材及标准一览表