 物流技术网
物流技术网



详细介绍
济源75/63双层输油管厂家
加油站多层复合输油管发展趋势
从2001年至今已有近万座加油站应用复合管材。复合管材还被广泛应用在石油勘探、油气集输、石化炼化等石油化工行业中,尤其近几年,发展迅速。相信不远的将来,随着复合管材的发展,*有可能取代传统的加油站无缝钢管工艺。
材料坚韧的挠性结构使得加油站管道系统具有很强的抗压、抗冲撞、抗穿刺、抗拉伸、抗地动能力。无缝钢管不可被拉伸,埋地铺设一般都为刚性连接,受地质沉降及季节温差缩涨影响,存在管线变形、渗漏的安全隐患。而复合管材具有良好的柔韧性,热涨线形系数小,可有效抵抗地应力的作用而不因地动影响各连接部位的紧密性,从而确保了加油站管道系统的安全可靠。

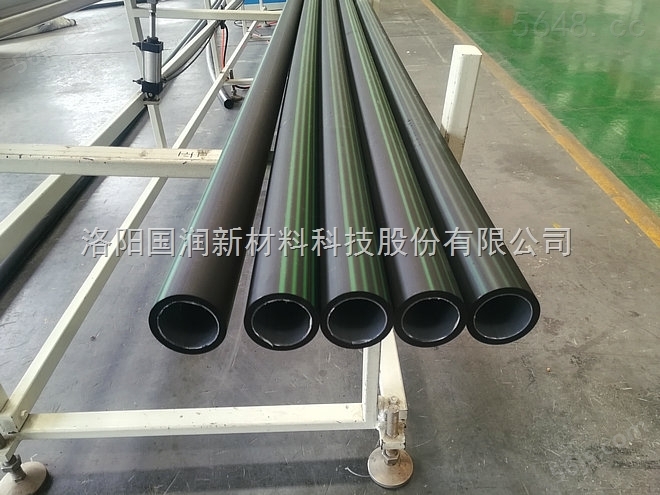
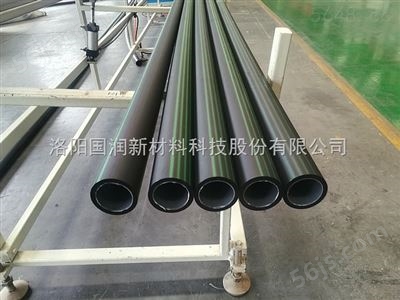
DN50输油管(外管75*3.5,内管63*5.8)
特性:加油站复合输油管道耐腐蚀,绿色环保,抗渗透,抗静电,抗冲击,重量轻,连接简单,使用寿命长。
长度:加油站复合输油管道盘管:50米/盘 30米/盘
直管:6米/根
应用范围:加油站内地下输油
厂家供货——孙——136 9888 7149国润新材
耐高温加油站输油管防静电加油站输油管
加油站输油管EVOH内衬的优点:济源75/63双层输油管厂家
1.*的使用寿命:严格按照德国标准生产,确保50年使用寿命。
2.显著的高温下*耐应力开裂性(可达110℃)耐高温性强(可达110℃)。
3.显著的记忆性。ZKSUNPANDENG
4.优良的低温下抗冲击强度,使用温度可低至-50℃。
5.高耐磨性和机械抵抗能力,适宜用在条件较差的工地环境。
6.优良的耐化学性。

与传统的钢制管材相比,加油站输油管具有以下优点:
1.使用寿命长。传统管材在埋地铺设前一般都要进行防腐处理,即使在中性无腐蚀性土壤中,平均使用寿命也仅为10年。而复合管材因其稳定的性质,使用寿命可达到50年免维护,基本达到了加油站的设计使用极限。
2.安全抗静电性。加油站输油管的内表面光滑,水力线形系数好,管道内液体流态可减少静电荷的产生,同时复合管材为多层设计,独立设计导电层,具有导静电性,能有效地防止静电聚集放电,完*够达到建设标准要求(体电阻率小于108Ω.m,表面电阻率小于1010Ω)。
3.安装施工安全、高效。加油站管线施工要求的安全条件高,尤其在加油站改造、维修中,可涉及到残余可燃、危险性油品、油气的焊接施工。复合管材一般采用定制的连接弯头、管件,采用热熔或粘结原理,避免了传统工艺上的明火作业。无缝钢管管道铺设一般都须对管线进行加强级防腐,并埋设在管沟内,一座加油站的施工时间平均应在10-12日内。而复合管材不需防腐处理,可直接埋地铺设,平均工期仅为3-5日。
4.耐腐蚀。加油站输油管具有*的耐腐蚀性,且*生锈。因加油站输油管线多为埋地管线,传统钢制管线工艺受土壤酸碱度及土质化学成分的限制,需进行多道防腐措施才能埋地铺设。复合管材因其特殊的化学材料,自身不发生电化学反应,也很难电离与土壤中的其它化学成分发生反应。具有较高的化学稳定性,对酸、碱溶液具有优良的耐腐蚀性能。在土壤腐蚀性强,湿度大的地区,与钢制管材相比具有明显的抗腐蚀、锈蚀的优势。
5.承压能力大,坚韧性强。加油站输油管一般都设计为多层结构,采用化学的分子连接方式连接不同管道层,使多层管道成为一个坚实的整体,消除层与层之间剥离引起的渗漏和溶胀风险,承压能力高于无缝钢管。zui高工作压力可达4.0MPa,负压可达0.1MPa, *建设标准中规定的非金属复合管材工作压力不小于0.35MPa的要求。
6.运输方便。加油站输油管的重量可达到钢管重量的十分之一,而且因其具有良好的挠性和弯曲度,可捆盘整装运输,管材运输不受加工长度的限制,大大方便了材料的货物物流运输。
,管件电熔承插焊接操作应符合下列规定:
1.测量焊接接头内管道应插入的焊接长度,在管道插入端使用白色记号笔标记插入深度;使用供应商提供的刮擦去除配合焊接区域的表面氧化层;
2.组装前必须使用丙酮或异丙醇沾湿不起毛的洁净棉布清洁干净管道焊接区域表面,以及焊接接头的内部;
3.使用焊接夹具固定待焊接的接头,夹具固定不要太紧或夹得距离焊接接头太近,确保待焊接件未被施加任何外力。焊接夹具至少保持固定 30 分钟或待焊接接头温度降至体温,才能拆除;
洛阳国润新材料科技股份有限公司!
产品库:http://www.lygrxcg。。com
http://www.ffgdw。。com
技术: qq:
厂址:中国.洛阳空港产业集聚区.浙商工业园内
 物流技术网
物流技术网